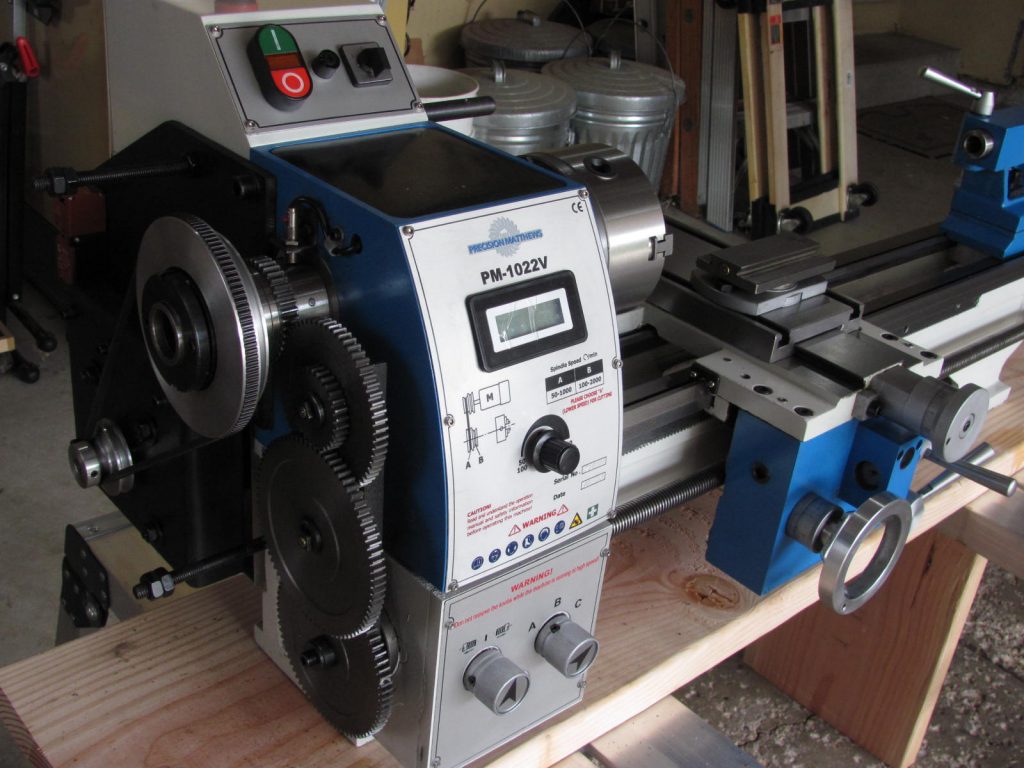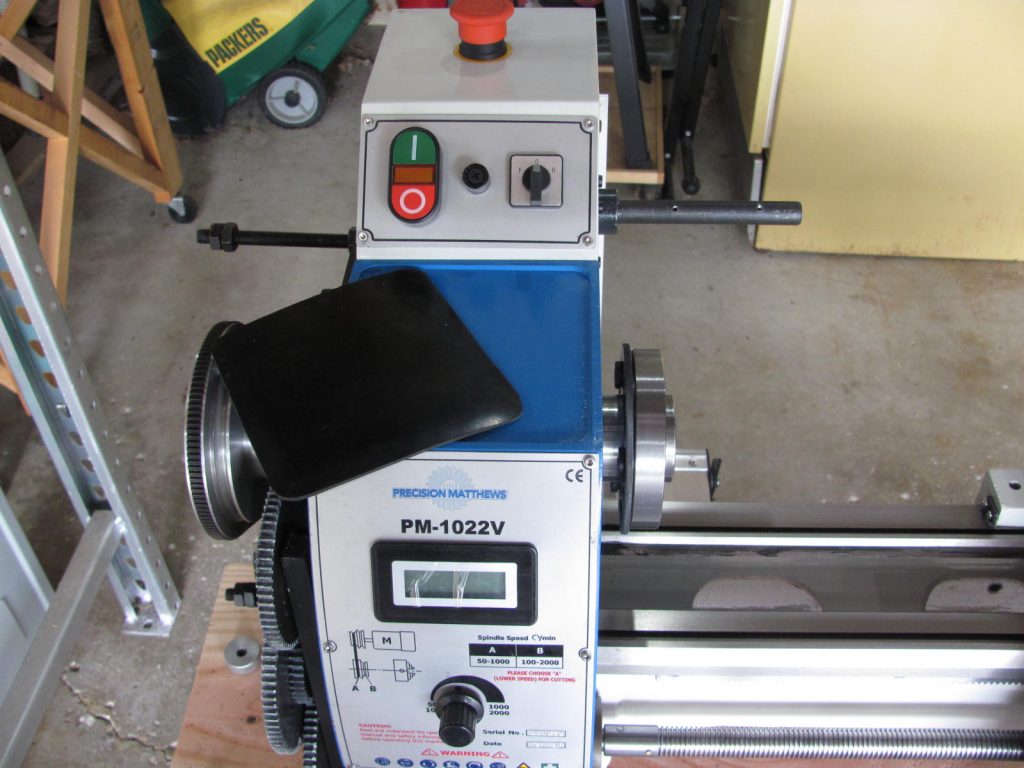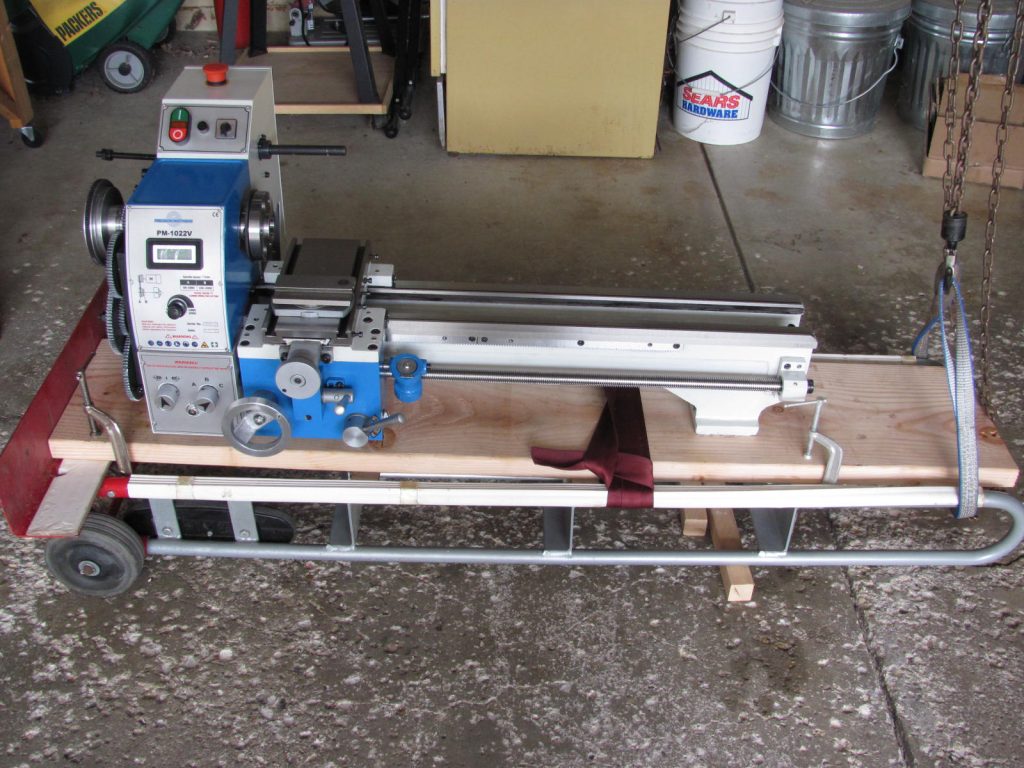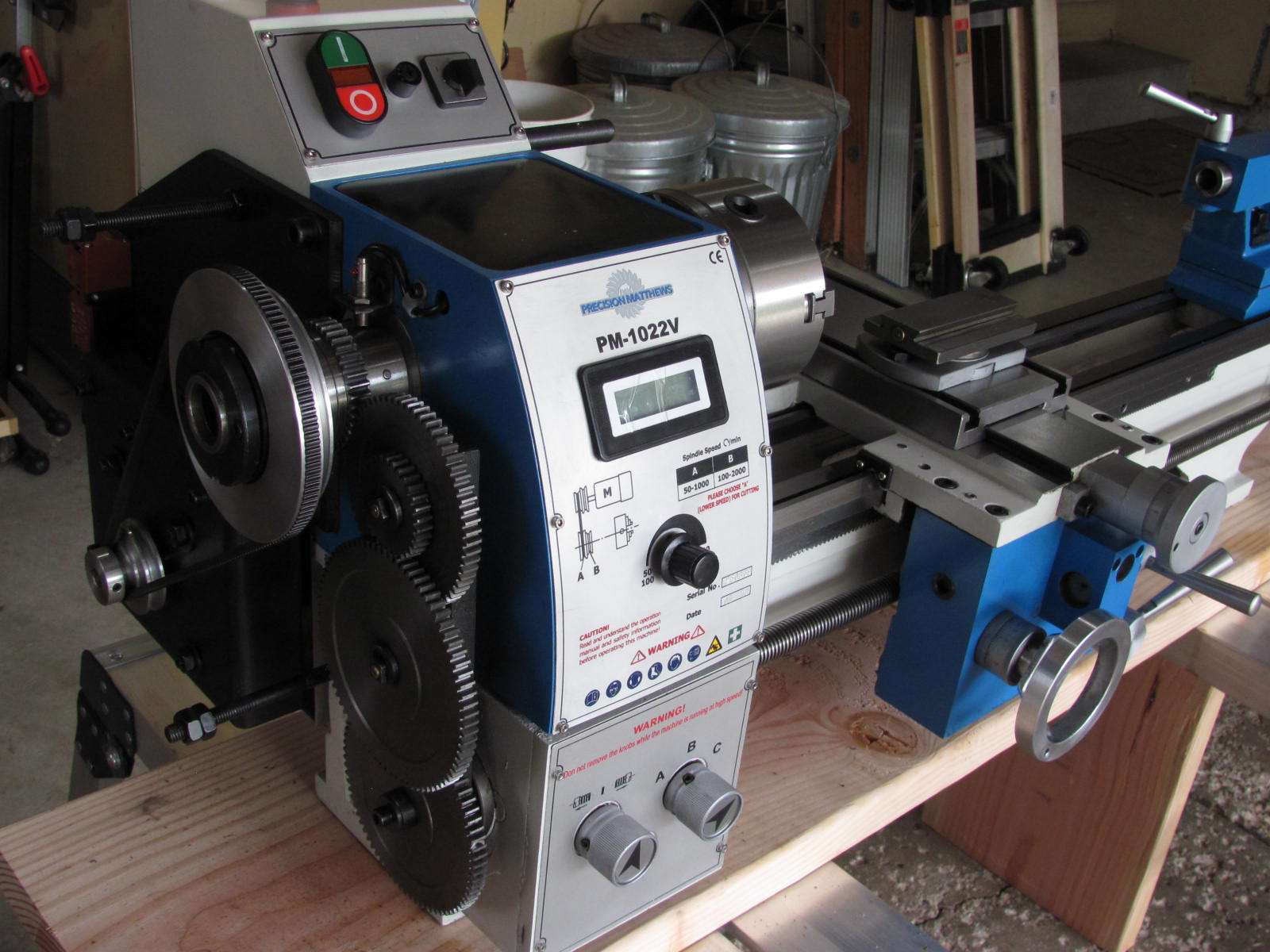
Precision Matthews 1022V Lathe
When I decided to replace my old Craftsman bench top metalworking lathe, I researched many options taking into consideration my budget, space limitations, weight and features of the machine. I settled on a well known brand (hint – it’s green) and placed my order. I was told that there would be a two month delay due to it being on back-order so I patiently waited. Near the time it was supposed to be delivered, I received a post card stating there would be further delays. A phone call to the company was disappointing because they could not offer a firm future delivery date. While I was waiting, I continued looking for alternatives and now I’m thankful that the green lathe was delayed because I found Precision Matthews lathes had more features that I wanted for a little more money. I canceled the order and then called Matt at Machine Tools Online and ordered the 1022V model. Two days later, the lathe arrived!