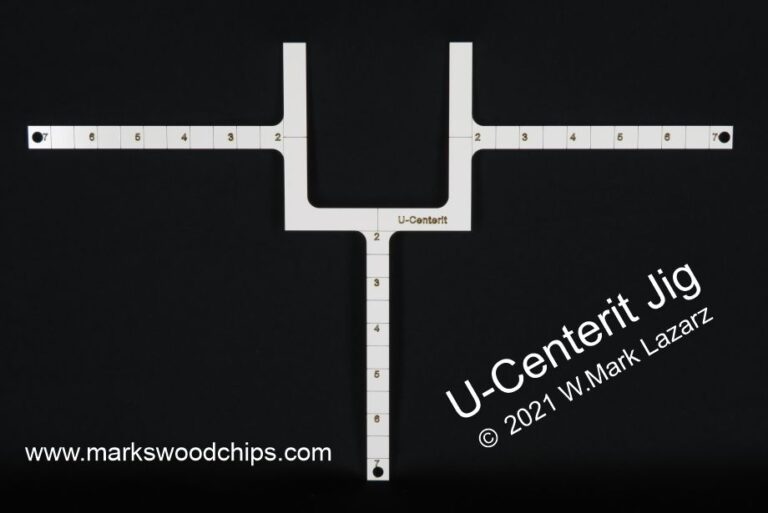
U-Centerit Jig
We developed the “U-Centerit” placement jig because, like many garment decorators, we struggled with consistent logo placement. We purchased and evaluated other placement aids but they were cumbersome and didn’t seem very accurate. The U-Centerit jig solved several common placement issues by providing a visual aid while simultaneously referencing typical garment location points. Embroiderers can…